






山东聊城格瑞球墨铸铁管设计沟槽底宽一般为管外径加0.5米,并根据土质状况,确定开挖坡度(i)球墨铸铁管与其它管材一样,均匀流的沿程水头损失为hf=λ/dv2/2g,所不同的只是“λ”(水力摩阻系数),即水头损失可按原铸铁管局部阻力损失计算。中期来看,高油价和人口增长的强劲趋势不会改变,这些因素也促进了市场的繁荣。估计当前海合会 民用建筑市场项目价值约为1.3万亿美元,包括9350亿美元正在执行的项目,810亿美元正在招标的项目,2110亿美元处于设计阶段的项目,以及1360亿美元处于研究阶段的项目。从正在执行的项目规模来看,沙特阿拉伯以810亿美元居首,阿联酋和卡塔尔分别为66亿美元和32亿美元。科威特和阿曼市场也具有很强的增长潜力。由于迪拜获得2020年世博会主办权等因素影响,阿联酋和沙特阿拉伯市场规模差距有望缩小。

并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。
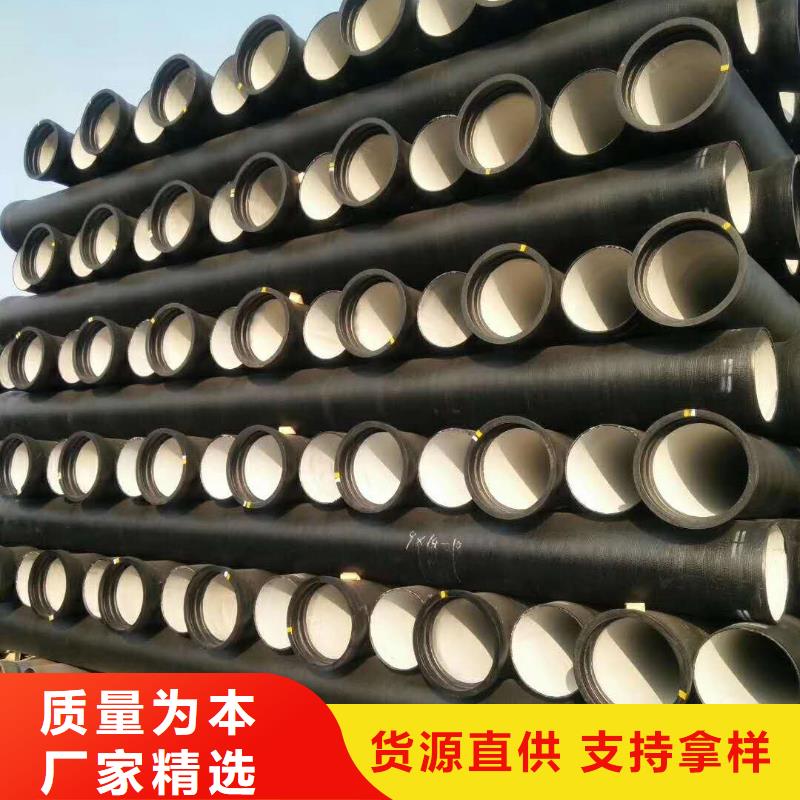
球墨铸铁管C级管生产的技术要求更为严格,球墨铸铁管要求管壁减薄但均匀度更高,因此对铁水的球化处理、铁水纯度的控制、离心成型制造、管材退火处理等工艺要求更为严格,从而保证球管的力学性能不因管壁变薄而降低。同时,为了保证管材的使用寿命,新标准对管材的内外防腐处理也有了更高的要求:球墨铸铁管外壁防腐锌层喷涂由≥130Kg∕㎡,提高为≥200Kg∕㎡,沥青漆可改为环氧树脂。内层防腐在原水泥内衬基础之上,增加无毒环氧树脂或聚氨酯、陶瓷等涂层,从而,将较薄的管材寿命延长至相近压力但管壁较厚的管材寿命。
今天发布会的主题是河北省钢铁和焦化大气污染物超低排放两个地方标准的发布。参加今天发布会的嘉宾有省环保厅李红彦副处长、省质监局董志鸿副处长、王鹏同志,同时我们还特意邀请到了标准的编制单位专家进行专业解读,他们是河北省环境工程评估中心专家刘力敏、河北省众联能源环保科技有限公司专家张仲成、河北环学环保科技有限公司专家贾新艳、河北正润环境科技有限公司专家曹鹏。 
球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6
一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 